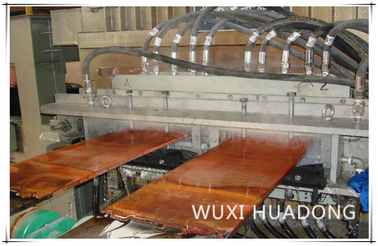
Copper Strip plate sheet Upward Continuous Casting Machine Energy Saving
![]()
![]()
![]()
![]()
![]()
![]()
Technical parameters of production line
1. Production line process
Feeding, smelting, static, thermal insulation, crystallization, traction, beating, sawing and cutting
2. Production line equipment
Two conjoined frequency cored induction furnace 1set
alloy copper lead mould 2set
four columns servo drive up lead machine 1set
Coiler with a core reel 2 sets
3. Main technical parameters of the production line equipment
3.1 Two connected frequency core induction furnace
The electric furnace:120KW holding+ 210KW melting
3.1.1 Main technical parameters of melting Department
(1) rated power: 210KW;
(2) rated voltage: 380V;
(3) frequency: 50HZ;
(4) melting rate: 750kg/h (+ +);
(5) rated capacity: 2.5t;
(6) Power consumption: less than 280kwh/t ;
(7) power factor: 0.95-1 (after compensation);
(8) the maximum temperature of the furnace: 1350.
3.1.2 Main technical parameters of holding Department
(1) rated power: 120KW;
(2) rated voltage: 380V;
(3) frequency: 50HZ;
(4) rated capacity: 3.5t;
(5) power factor: 0.95-1 (after compensation);
(6) the maximum temperature of the furnace: 1350.
3.2 copper alloy lead mould
Lead cast specification: wide 450mm * thickness 14mm * 2
3.3 four columns servo drive up machine
(1) servo motor power: 4.4KW;
(2) lead casting speed: 50-150mm/min
(3) lead casting method: Lead - stop - Lead - stop - withdrawal - stop - lead two kinds of process parameters online adjustable;
(4) output: more than 10t;
3.4 Coiler with a core reel
(1) the thickness of roll material: 15mm max;
(2) roll width: 450mm;
(3) curl diameter: diameter of 500mm;
(4) curl weight: 8t max;
(5): Max with 2100mm curl diameter;
(6) motor power: 3kw;
(7) speed reducer ratio: 1003.
4.Main composition of the production line equipment
4.1 Two conjoined frequency cored induction furnace
The electric furnace is mainly composed of a furnace cover, a furnace shell, an induction body, a support, an electric control system, a temperature measuring system and a cooling system of the equipment.
The furnace shell and the bottom bracket of the upper furnace body are welded with the Q235 steel plate and the steel plate, and the lower part of the smelting induction body and the heat insulation induction body are connected with the upper furnace body through a flange. Melting groove is made of red copper casting; core with Japan Z10 silicon steel laminations loaded into; coil with double glass ribbon wrapped rectangular copper winding and, good insulation, strong cooling effect; water cooling jacket is made of stainless steel plate 1Cr18ni9Ti thickness 3mm, it has high strength, vibration magnetic effect good. The furnace chamber is divided into three cavities, the melting chamber, the intermediate excessive cavity, the thermal insulation cavity. Melting chamber of material function; excessive cavity is mainly static copper water, reducing smelting furnace material temperature fluctuation effect of furnace temperature on the thermal insulation, heat preservation cavity is mainly to give traction bar provide stable molten copper and stable temperature.
Two conjoined frequency cored induction furnace control system, melting and insulation department are used step self coupling voltage regulating transformer to adjust the pressure, adjustable pressure profile of 380V, 340v, 300V, 270V, 240V, 210v, 180V, 150V, 120V, 90V voltage (line). Melting, thermal insulation furnace temperature control are equipped with manual and automatic conversion switch, when the switch is in the manual, artificial regulation of voltage knob for regulating the output voltage of a transformer, so as to control the power output of the electric furnace; when the switch is arranged in the automatic control system by artificial intelligent temperature controller to adjust the output voltage of the transformer pressure. An automatic temperature control system is arranged in the heat insulating part of the smelting part. The thermocouple is a horizontal inserting type, and the heat insulating part is an inserting type.
4.2 copper alloy lead mould
The mold is made of one cooling and two cooling. The cooling jacket is made of heat resistant steel, and the other parts are made of cold rolled steel sheet. With water grooves in the mold on the cooling water in the mold directional flow, so as to ensure the uniformity of cooling.
Cooling water distribution system is specially designed for the cooling of the mould. The system is provided with a water inlet flow meter and a water outlet thermometer, which is convenient for the user to monitor and adjust the water system. In order to ensure the stability of the water supply of the crystallizer, the addition of a crystallizer water temperature control system is composed of plate condenser intelligent electric control valve, a temperature controller, when there is a change in water temperature of mould, temperature change signal transfer to the intelligent electric control valve, the system sends signal to the intelligent electric control valve, intelligent electric control valve according to the given signal, automatic control the size of the water flow, of plate condenser cooling intensity of automatic adjustment, so as to ensure the stability of the water temperature of mould.
4.3 four column servo drive up lead machine
The upper guide machine is composed of four upright posts, an upper and a lower moving screw rod, a servo power part, a power transmission part, a pressing traction roller part and a process operation system.
Four post bracket is composed of a hollow square pipe welding, the up and down moving wire rod part is by motor, worm gear and worm gear reducer, chain and wire rod is composed of a power transmission system.
When the holding furnace copper water level change, through the copper water level tracking detection system, transmits the signal to the automatic control system of convey instructions to the motor, motor according to the instructions on the mobile, and copper water level changes also passes through the liquid level tracking system will transmit the signal to feeding alarm system, alarm alarms, suggesting that operator feeding.
The traction of the traction machine is composed of a servo motor, a speed reducer, a gear system, a transmission shaft, a traction roller and a pressing roller.
Process operation system mainly consists of anti interference of operating platform, servo system, 10.5 inches color man-machine interface, contactor and a button, controlled by PLC and man-machine interface, the interface can display speed,
4.4 Coiler with a core reel
Composed of a frame, a power transmission system and a wire collecting plate. Frame is welded by steel I-beam and drive consists of a motor, a speed reducer, a transmission shaft composition; speed by frequency modulator for motor frequency change to control motor speed.
The take-up disk comprises a disk body and swelling mechanism. When the strip a roll, by the expansion mechanism of the contraction will strip out.
5. Scope of production line supply
| NO. | NAME | QUANTITY |
| 1 | 750kg/500kg electrical cabinets | each 1 set |
| 2 | Upward automatic control cabinet | 1set |
| 3 | Four columns servo drive up machine | 1set |
| 4 | Roller | 2pcs |
| 5 | Roller tube | 12pcs |
| 6 |
750kg/500kg iron core |
each 1 set |
| 7 | 750kg/500kg water jacket | each 1 set |
| 8 | 750kg/500kg coil | each 1 set |
| 9 | 750kg/500kg copper channel | each 1 set |
| 10 | alloy copper lead mould assembly | 2sets |
| 11 | graphite mould | 4pcs |
| 12 | coiler with a core reel | 2sets |
| 13 | two connected induction furnace body | 1set |
| 14 | S graduated thermocouple | 2pcs |
| 15 | Thermocouple protective sleeve | 2pcs |
| 16 | Silicon carbide protective sleeve | 4pcs |
| 17 | Up lead head | 2sets |
| 18 | Quick connector | 10pcs |
| 19 | Quartz sand | 7tons |
| 20 | Refractory bricks | 1set |
| 21 | Plate-type condenser | 1set |
| 22 | Intelligent electric control valve | 1set |
6.Production line of technical information to provide
(1) the production line of civil conditions;
(2) electrical control chart;
(3) spare parts drawing;
(4) instruction manual;
Wuxi East China Furnace Co.,Ltd
Welcome to visit and inspect!
Contact person: Joey Wong
Tel: +86 510 83788308
Fax: +86 510 83786308
Mob: +86 139 2112 5611
Wechat: 86 139 2112 5611
Whatsapp: 86 139 2112 5611
email:Joey@wxhddl.cn
Joe.777@outlook.com