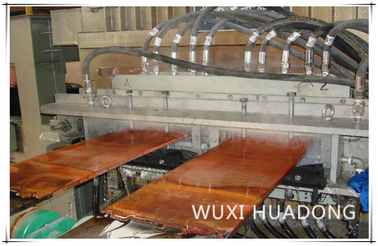
Brass Flat Billet Vertical Continuous Casting Machine , Semi Continuous Casting Equipment
Ⅰ. Specifications:
1. Types of casting specifications
* Brass
Ⅱ.Program example
1. Flat Billet specification
320×120×5000mm
2. Furnace effective casting weight:≥1.5t
3. Cast billet quality requirements:
Effect of casting defects under extrusion process may, billet straightness is less than or equal to 20mm.
4. Billet number: single
5. Machine structure: wire rod semi continuous casting machine
6. Full length of the wire rod: L=5000mm
7. Wire rod diameters:Φ=200X18mm
Ⅲ. Composition of equipment:
Melting furnace, mould device trolley and mould, wire rod semi continuous guide casting machine (hereinafter referred to as the guide casting machine), water cooling system, hydraulic system, electric control system, special tooling.
1.1 Melting furnace
The melting furnace is the first core equipment in the production line,it has a large capacity, high power requirements.the following characteristics of the furnace.
1.1.1. Vertical barrel shaped furnace body, with a simple masonry furnace, feeding, covering, cleaning and other operations. The advantages of convenient construction materials, small occupation area, low surface heat radiation and low power consumption, etc.
1.1.2. Using the "W" type of jet melting groove, reduce the melt temperature difference;
3 the use of a water cooling channel can be unloaded sensor, enhance the component compatibility
1.1.3. Using of a water cooling channel can be unloaded sensor, enhance the component compatibility;
1.1.4 Tilting furnace and furnace cover are operated by hydraulic pressure, operating balance and reliable structure;
1.1.5 Rectangular mouth, for 1100 x 900mm cathode copper raw material can not cut
Cut, whole feeding;
1.1.6 Furnace refractory materials used brand manufacturers to supply high performance induction furnace.
1.2 Lead casting machine
1.2.1 Technical parameters :
1.2.1.1 Maximum bearing capacity of more than or equal to 3t
1.2.1.2 Effective bearing capacity: >3t
1.2.1.3 Length of screw rod: 7800mm
1.2.1.4 Screw diameter: Tr220 * 18mm
1.2.1.5 Rod length: 5000mm
1.2.1.6 Rod diameter: diameter:200mm
1.2.1.7 Maximum working stroke: 6500mm
1.2.1.8 Drive motor: AC synchronous servo motor,
1.2.1.9 Drive motor power: 7.5KW.
1.2.1.10 Lead casting speed: 0 ~ 320mm/min,
1.2.1.11 Stepless adjustable
1.2.1.12 Fast return speed: more than 500mm/min
1.2.1.13 Silk lubrication: Nominal flow 50mL/min,
1.2.1.14 Nominal pressure 20MPa
1.3 Mould trolley
The crystallizer car for crystal fixed device, it can lateral movement for loading and unloading mould, guide and cast the head and the lifting of the ingot, mould trolley has positioning and locking device, to so that the car can firmly in the lead cast position by car to replace the relief panel, can adapt to different specifications and flow number of crystallizer. Configuration of frequency conversion vibration motor drive device, its power is 2.2kW, the vibration frequency is 0 ~ 160 times /min, the amplitude is 0 ~ 12mm.
1.4 Mould
The inner wall of the crystallizer materials for copper (also by party a production resources, zirconium and copper), graphite impregnated set is in favor of improving the surface quality. In addition to conventional methods, the principle of continuous casting of steel can be drawn from the use of a narrow slit type high water speed cooling mold to facilitate the effective avoidance of partial boiling of cooling water.
Technical parameter:
Cooling water pressure: 0.05 ~ 0.15MPa cooling water comsumption: 80 ~ 100m³/h
1.5 Protective atmosphere cover
The protective atmosphere cover can be through the gas protective agent (industrial gas) to protect the liquid level inside the crystallizer, reduce the defects of oxide slag.
1.6 Water cooling system
The water cooling system is mainly used for the cooling of production line equipment, namely for the sensor shell, a coil, a water jacket, a water cooled cable, transformer, phase equilibrium reactor; it consists of a water dispenser, backwater collector and associated piping, valves and other, including return type can by pressure and two kinds of pressure for the Party of choice; has functions such as water pressure, backwater temperature display, control and alarm, interlock.
Technical parameter:
1.6.1 Inlet pressure: 0.3 ~ 0.4MPa,
1.6.2 Inlet temperature: 5 ~ 45 degrees,
1.6.3 Water consumption: 18 ~ 20t/h
1.6.4 Outlet temperature: less than 55℃,
1.6.5 Allowing the temperature to rise: less than 20℃ (at the maximum inlet temperature),
1.6.6 Total hardness (CAO): less than 10mg equivalent /L,
1.6.7 Water resistance: greater than 2000 / cm.
1.7 Hydraulic system
The hydraulic system for melting furnace lifting tilting, a furnace cover open and closed and insulation pouring furnace before and after walking, lifting and dumping, opening and closing lid, adopts hydraulic station centralized supply pressure liquid, electro-hydraulic valve control.
Basic parameters: oil tank (appearance): 1300 * 900 * 700mm (stainless steel)
Effective capacity: 600L
Rated working pressure: 16MP
Nominal flow rate: 40L/min
Oil pump motor: 15kw * 2 (one use, one standby)
1.8 Electronic control system
Electric control system of the unit are respectively controlled melting furnace, lead casting machine, water cooling system, hydraulic system, our company provide mature and stable electrical control equipment to complete the necessary operating functions according to the requirements of the production of each link, control systems and electrical components used in all domestic and foreign well-known manufacturers of the original product, and left a certain margin capacity, to ensure that the equipment reliability and applicability. Among them:
The guide casting machine servo driven by imported brands (Japan Yaskawa 7.5kW servo system) high torque digital AC servo system.
Ⅲ. Equipment Components List of Vertical Continuous Casting Production line for Round Billets
| No. | Equipment Name and Spec. | Unit | Quantity | Remarks |
| 1 | Semi continuous casting furnace | set | 1 | 600KWx2 |
| 2 | 10T wire rod semi continuous casting machine | set | 1 | |
| 3 | Mould trolley | set | 1 | |
| 4 | Mould | set | 1 | |
| 5 | Casting machine transmission system | set | 1 | |
| 6 | Casting machine power system | set | 1 | |
| 7 | Dummy bar head of mould | set | 1 | |
| 8 | Length control system | set | 1 | |
| 9 | Cooling water distributor | set | 1 | |
| 10 | Hydraulic system | set | 1 |
|
| 11 | Electric-control operation system | et | 1 |
Wuxi East China Furnace Co.,Ltd
Whatsapp: 86 139 2112 5611
joey@wxhddl.cn