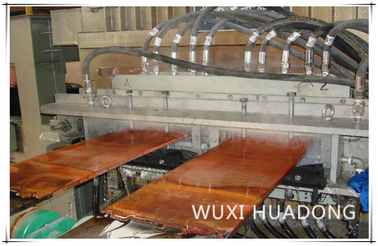
Hydraulic Copper Continuous Casting Machine Water Cooling For 300 mm Brass Pipes
![]()
![]()
Ⅰ. Copper Continuous Casting Machine Introduction:
A typical horizontal continuous casting unit for copper tubes consists of a combined melting-holding furnace with metal flowing under the surface (or separate melting and holding furnaces), a crystallizer, a cooling water system, a servo control withdrawal mechanism, an in-line synchronous saw, a saw for changing molds, a hydraulic furnace tilting system and an electric control system, etc.
The melting furnace and holding furnace can either be combined into one unit or separate from each other, depending on the material to be produced. When combined, the furnaces will use jet flow type inductors. In order to control the composition of the melt, a graphite plug and a channel made of silicon carbide will be installed between the two furnace chambers to prevent the melt from losing heat and absorbing the air. By doing so, the product quality will be stabilized and enhanced and the metal loss and energy consumption will be reduced.
Separate furnaces. Between the melting furnace and holding furnace there is a launder, through which the molten metal flows from the melting furnace into the holding furnace.
We supply launders and nozzles for casting.
|
Billet diameter:
|
¢10—¢300mm
|
|
Billet length:
|
From 1000mm
|
|
Number of strands:
|
1-6
|
|
Materials:
|
Copper alloys, copper -nickel, dhp copper, etc
|
|
Product capacity:
|
Up to 20,000t/a
|
|
Operators needed:
|
1~2 per shift
|
Ⅱ.Process:
Main equipments of production line
melting furnace, holding furnace, mold, micro-travel reversible casting machine, synchronizing shearing machines * 2, winding machines* 3, hydraulic unit, cooling unit, and electromechanical control unit etc.
* 2.1 For casting of pure metal or special requirements, subsurface channel-type smelting-holding combination furnace or controllable channel-type smelting-holding combination furnace can be adopted;
* 2.2 For producing round-shaped, tubular-shaped and special-shaped billets, cut-to-length synchronizing sawing machine can be adopted;
* 2.3 For producing round-shaped, tubular-shaped and special-shaped billets, the material stock platform for receiving and storing billets can be adopted.
Ⅲ. Equipment Components List of Horizontal Continuous Casting Production line for Rod-Wire
| No. | Equipment Name and Spec. | Unit | Quantity | Remarks |
| 1 | ||||
| 2 | Melting furnace | set | 1 | Including melting groove, coil, waer jacket and iron core. |
| 3 | Chute | set | 2 | One in-use and one standby |
| 4 | Holding furnace | set | 1 | Including melting groove, coil, water jacket, iron core, vertical temperature measurement device (specially-made), thermocouple (containing platinum and rhodium) and protection tube. |
| 5 | Molten steel storage ladle and chute | set | 1 | For transferring material into the mold after sintering in holding furnace. |
| 6 | mold system (Ф30-200) | set | 2 | Including graphite mold |
| 7 | Dragger (5KW) | set | 1 | |
| 8 | Synchronized auto-tracking sawing machine | set | 1 | |
| 9 | Material stock platform | set | 1 | Chain drive, length of 5M |
| 10 | Header tank | set | 1 | |
| 11 | Traction carrier roller | Set | 1 | |
| 12 | Cooling water distributor | set | 1 | Including cooling water for transformer, reactor, coil of electric furnace, water jacket, water-cooling cable, and mold (primary and secondary cooling). |
| 13 | Hydraulic system | set | 2 |
Including hydraulic station and cylinder |
| 14 | Electric-control operation system of electric furnace | set | 1 | Including the control cabinet for melting furnace and holding furnace (Siemens is chosen for main electrical elements). |
| 15 | Process control operation system | set | 1 | For control of servo motor and process, synchronized auto-tracking sawing machine, and control of material stock platform. |
Ⅳ. Date of Delivery:
To be delivered within 75 days after the contract becomes effective.
Ⅴ. After-sales service
1. The main body of the equipment will have one year of free warranty, and special components shall be discussed separately;
2. During the trial-production period (within 3 months after equipment commissioning is finished), our company will dispatch a professional technician for follow-up service;
Within the warranty period, if fault occurs due to quality problem, our company will dispatch personnel to the site to solve the problem within 72 hours after receiving the notice;
After the warranty period of the equipment is expired, our company will offer effective solutions within 24 hours after receiving the notice, and will dispatch personnel for maintenance work if the user fails to solve the problem, only charging the cost expenses.
For annual overhaul of equipment, our company will dispatch professional technician to join the users in formulating the turnaround plan, free of charge;
Within the warranty period, our company can dispatch professional technician to the site to check the operation condition of equipment and provide field service.
After the warranty period of equipment expires, one return visit can be made on invitation once per half a year.
3. If our company has innovation and improvement points or constructive suggestions for similar equipments, we will inform the user in time.
Wuxi East China Furnace Co.,Ltd
No.3 Bashi Furong Industrial Park,Xishan District,Wuxi City,Jiangsu Province,China
Tel: +86 510 83788308
Fax: +86 510 83786308
Mob: +86 139 2112 5611
Wechat: 86 139 2112 5611
Whatsapp: 86 139 2112 5611